Casting foundries could adjust workflows to reduce or eliminate the shrinkage porosity defects.
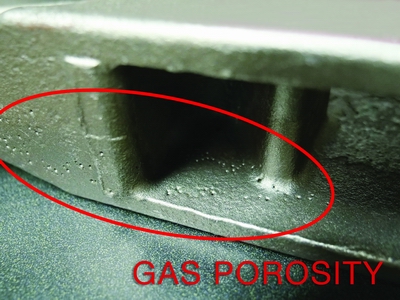
Melting processes and degassing measures can be adjusted to reduce gas porosity.
Shrinkage porosity can be prevented by designing corners with larger radii, or by optimizing mold and pour temperatures. Inclusions can be reduced by more thoroughly removing slag during melting, or by coating molds so they stay intact until shakeout.

Misruns are often caused by errors in the pouring process and can be corrected through instruction.
Depending on the type, severity, and frequency of casting defects, casting facilities might elect to fix the defects after processing through grinding and welding. Defects that stick up from the surface can be ground away to form a smooth finish.
Porosity from gas or shrinkage–and even misruns in some cases–can be repaired through welding. Welding can restore the part to the same specifications that would have been possible without the defect. Especially after heat treating, cast pieces that have been welded have nearly identical physical properties to fully cast parts.
|
