Casting Defects - Sand Mold, Metal Casting
Introducing various metal
casting defects with many pictures by Dandong Foundry in
China. These are the common
sand casting defects
on the surface and inside of cast iron and cast steel parts.
1. Blowhole and Pinhole
This
is a kind of cavities defect, which is also divided into
pinhole and subsurface blowhole. Pinhole is very tiny hole, some could be seen on the surface.
Subsurface blowhole only can be seen after machining or grinding.
The most of subsurface blowholes could be found after machining or grinding. If the surface is flat, our dandong foundry could inspect them by ultrasonic flaw detector.
Pinhole Defect
2. Sand Burning Defect
This defect includes
chemical burn-on, and metal penetration. Normally, you could see extra metal materials at the corner positions. This is caused by the poor sand. The metal has penetrated into sand molds.

Sand Burning Defect
3. Sand Inclusion and Slag Inclusion
These defects are also called as scab or
blacking scab. They are inclusion defects. Looks like there are slag
inside of metal castings.

Sand Inclusion Defect
4. Sand Hole Defect
Sand hole is a type of typical shrinkage cavity defect. You could see the empty
holes after sand blasting or machining process. The sand dropped from sand molds, rolling into the liquid metal, then caused sand holes.
It is the problem of sand mold, or the flow speed of the metal is too high, so could be solved by foundries.

sand hole defect
5. Cold lap Defect
It is also called as cold shut. It is a crack with round
edges. Cold lap is because of low melting temperature or poor gating
system. This is not just surface defect. Normally, this position may cause air leakage, moreover, the material quality at this position will be very poor, so may be fragile.
Cold Lap Defect
6. Flash, Fin and Burrs
Joint flash is also called as casting fin, which is a thin
projection out of surface of metal castings. Joint flash should be
removed during cleaning and grinding process.
Sharp fins and burrs are similar problems as the flash. Actually, large flash is a casting problem, the foundry should improve it by modifying the patterns, but small fins and burrs are not casting defects, foundries just need to grind and remove them.

Flash, Fin and Burr
7. Misrun defect
This is a kind of incomplete casting defect, which
causes the casting uncompleted. The edge of defect is round and
smooth.

Misrun Defect
8. Porosity Shrinkage Defect
Shrinkage defects include dispersed shrinkage, micro-shrinkage
and porosity. For large porosity on the surface, you could see them easily, but for small dispersed shrinkage, you may see them after machining. The following photo is showing the porosity shrinkage. The metal density is very poor, many small holes could be seen after machining.

Porosity Shrinkage Defect
9. Shrinkage Cavities Defect
These are also called as shrinkage holes, which is a
type of serious shrinkage defect, you can see these holes easily on the rough surface of the metal castings. Foundries could improve their gating and venting system, then could solve these shrinkage problems.

Shrinkage Cavity Defect
10. Shrinkage Depression
This defect is also a type of shrinkage defect, which
looks like depressed region on the surface of metal castings. This defect is not serious as shrinkage cavity, but still cause poor surface quality and may have some inside defects, so foundries should try their best to solve or improve it.

Shrinkage Depression Defect
11. Elephant Skin Defect
It is a type of surface defect, which cause irregular
or wrinkle shapes surfaces. This defect is caused by the poor metal temperature melted, or poor sand molds.

Elephant Skin Defect
12. Veins Defect
It is also called as rat tail, which looks like many
small water flow traces on the surface of metal castings. Sometimes, it is because of the low metal temprature melted, or unreasonable gating and venting system.

Veins Defect
13. Rough Surface
Coarse surface is also a kind of surface defect.
Normal rough surfaces can not be judged as defects, but too rough
and uneven in surface will be a defect.

Rough Surface Defect
14. Mismatch and Shift Defect
This mold defect is because of the shifting molding
flashes. It will cause the dislocation at the parting line. Near the parting line, the left side may be several milimeters lower or higher than another side. The parting line is not defect, but if the left side has different height as the right side, it will be one casting defect. If there is no special requirement, mismatch smaller than 1mm is allowable. No any mismatch is impossible for sand casting process.
However, if the mismatch has affected the function of the castings, then the foundries have to control it, grind it or machine it to meet the requirement.
 
Mismatch Mold Defect
15. Mechanical Damage
This is not casting defect, but it is a real casting quality problem you may meet. It is the damage during machining or
delivery processes. The workers should pay more attention to this problem.

Mechanical Damage Defect
16. Slag Inclusion Defect
This defect is also called as exogenous inclusion, entrapped
slag. Normally, the slag is from melted metal. During metal melting process, foundries should remove the dirt and inclusion completely, otherwise, these inclusions will be poured into the castings.

Slag Inclusion Defect
17. Raised Mold Defect
Because of the flotage of liquid metal, the
mould flasks are raised, which caused the top part of casting become
higher or thicker than lower part.

Raised Mold Defect
18. Crack Defect
Crack defect normally happens inside of metal castings. This
defect will reduce the physical properties of metal castings. There are some crack on the surface too.
 
Crack Defect
19. Abnormal Nodulizing Defect
This is also called as under-nodulizing defect. Because of many
reasons, the spheroidization of graphite for ductile iron will be
affected, therefore, caused the bad spheroidization rate. By metalloscope, you can see very few graphite balls, and many worm-like graphite.
This is a material problem. If so, its mechanical properties will not meet the requirement of standard, so may cause casting products broken in service.
Abnormal Nodulizing Defect
20. Uneven Hardness Defect
It means the uneven hardness on the same
surfaces. The hardness is not uniform, some postions may have extra high hardness. When machining to harder positions, the machining will
become more difficult. The drill bit may be broken.
This is the material problem. The position with extra high hardness may become cold more quickly than local areas.

Uneven Hardness Defect
21. Sand Drop Defect
It is also called as sand crush. Some sand blocks dropped from the sand mold, so they will cause the similar shaped sand holes or
incomplete. This is the problem of sand molds. The sand molds may not be tight enough.

Sand Drop Defect
22. Deformation Problem
This problem will cause the oversized tolerance for flatness and
straightness. This is very common defect for long castings, and flat
castings with thin wall thickness. The reasons are the natural
deformation during cooling process in sand molds, or in air,
sometimes, the overly sand blasting also could cause this problem.

Deformation Problem
23. Welding Repair Problem
After welding repair, even after machining
or grinding, the welding marks will still be visual. As for
unimportant casting surfaces, if the client allow welding repair,
then these marks should be acceptable. But for high pressure-bearing
positions, or the client has clearly forbidden any welding repair,
then these marks will be taken as defects.

Welding Repair Marks
24. Chill Iron Marks
Chill iron could effectively reduce the
shrinkage for the key positions, so using chill iron is very common
in iron foundries. However, the edges of chill irons could be
clearly found by visual inspection. Some clients will not require to
grind them if these marks do not affect the appearance. However, the
clients could require the casting manufacturer to grind them just
for better surface looking. Please clearly notice that these marks
should not be judged as the casting defects. Refer to iron-foundry.com.

Chill Iron Marks
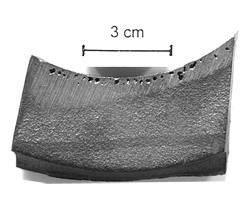
25. Casting Chilling Defect
It is also called as "white iron". The surface of the castings with this defect will
be extremely white, shiny and smooth. The defective castings
will be fragile and crispy, so during machining, some edges and tips
will be broken. This defect was caused by the low temperature of
sand molds, and prematurely out of sand molds, so the hot iron
become chilled quickly. The proper annealing heat treatment to them
could solve this defect.
Casting Chilling Defects
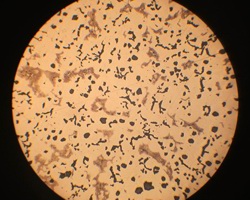
26. Massive Free Carbide
On metallograph photo, you could see many fish-bone free carbide. This is a serious defect of
cast iron material, normally happen to ductile iron. Because of inverse
chilling defects and poor inoculation, there will be mass free
carbide, which will cause fragile, poor welding property to ductile
iron castings. High temperature annealing heat treatment could
improve its quality.
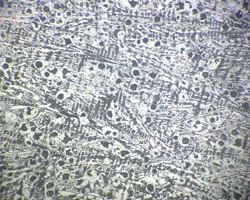
Massive free carbide
27. Cold Short or Short Iron
This defect is also called as internal sweating. There
are iron beans in the castings. This is because of unreasonable
gating design, which caused some liquid iron became beans suddenly,
then these beans were wrapped by other liquid irons. This is a
surface defect, but will cause serous problem if they located in key
positions.

cold short, short iron
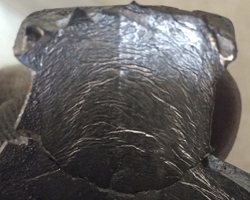
28. Stripping Defect
There is very thin iron skin on the surface of
castings. Two layers. This is because of unreasonable gating system,
which caused very thin air layers existed. This defect is a surface
defect, so normally it can be grinded off. However, it should be
discarded if it is not just on the surface.

Stripping defect
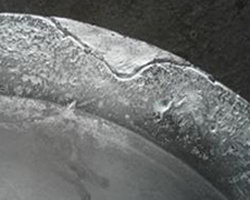
29. Cast Iron Graphite Floatation
This defect is a kind of material problem. It is caused because of low pouring temperature and high content of carbon element. This defect is very harmful, will cause material very fragile. On the broken surface, you can see the obvious black surface caused by this defect.

Cast iron graphite floatation
If you need pdf version of this article, please click and download Metal Casting Defects.
Home |
More Articles |
